Tel: 860-571-3602 | info@hartfordtechnologies.com

Kaizen is the Japanese word for “continual improvement.” The term refers to activities that improve every function of a business and is generally applied to manufacturing but can be used to make almost any business more efficient.
By definition, Kaizen includes the involvement of all employees, from upper management to assembly line workers and can be used to improve every process in a supply chain, from purchasing to logistics. The lean manufacturing tool was first used by the Japanese in World War Two and was a major influence of the book “The Toyota Way.”
Kaizen seeks to improve standardized processes to eliminate waste, fix workflow issues, and solve business problems.
How is Kaizen implemented? The Kaizen method generally involves 5 primary steps:
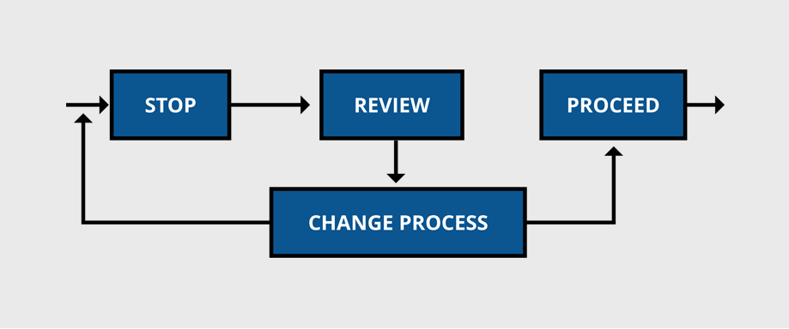
The Automotive Industry. The Toyota Production System made the tool famous. If problems occur within the production process, Toyota assembly line personnel and their supervisors are expected to stop the production process and begin a Kaizen.

One-piece flow is the sequence of a product or service through a process that is one unit at a time. One-piece flow is the opposite of batch processing, where a large number of products are created at once and they are sent through the manufacturing process as a batch or group. In One-Piece Flow the focus is on the manufacturing of the product itself rather than the waiting, transportation, and storage of the product.
The advantages are:
To increase efficiency, companies can choose to implement One-Piece Flow or simply reduce the number of products produced in a batch.
Jidoka was invented in 1896 and was used to stop the shuttle of an automatic loom in a case where a thread broke. Not only did this reduce the number of defects when threading, it allowed operators to operate multiple looms at once instead of having to watch only one in case something went wrong. It is essentially automation with a human element.
The principles can be broken down into four steps:
The primary innovation Jidoka brought to lean manufacturing is the idea of examining a manufacturing issue in the middle of the process rather than at the end. Inspecting throughout the manufacturing process can play a key role in preventing defects and fixing problems before they cause significant damage.
Source: medium.com
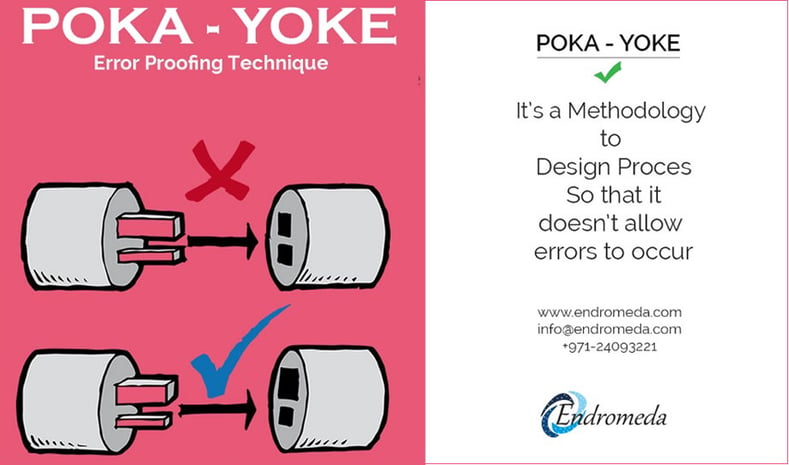
Poke Yoke was developed by Toyota and is very similar to Jidoka. The idea of Poka Yoke is to prevent mistakes from becoming defects. Mistakes, it argues, are inevitable, but defects that reach customers are preventable. The goal is to create a form of quality control that highlights defects automatically and eventually takes humans out of the equation.
The tool was invented because of human error. Humans who perform repetitive manufacturing tasks day in and day out can very easily miss common mistakes and defects. Automation was necessary to improve the manufacturing process.
A real-life example of Poka Yoke?An alarm that goes off automatically when you leave a car without turning off the headlights. Another example is a conveyor belt that rejects an underweight product. The goal is to prevent mistakes automatically, without human inspection.
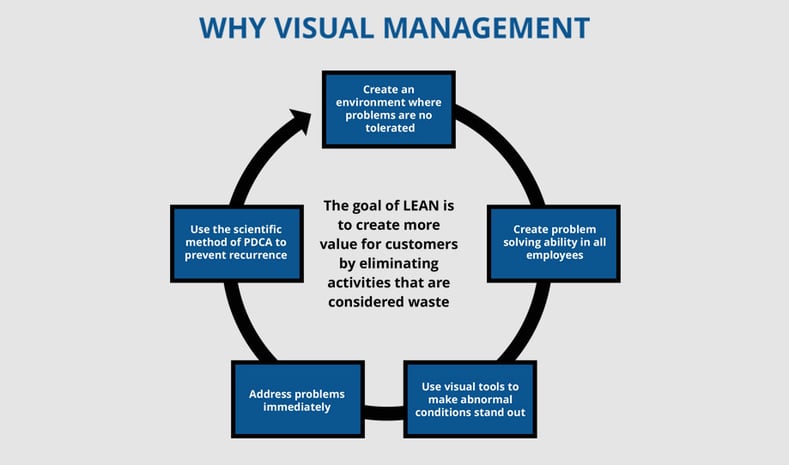
Visual Management is a communication technique that uses visual aids to convey messages quicker and more efficiently
The objectives of Visual Management are:
An example of Visual Management? Stock controls, auditing boards, and shadow boards. Oftentimes, visual management can improve communication and help improve efficiency. Other times, visual aids can become confusing and too much to remember.
Where is Visual Management best applied? Work instructions can often be simplified and far easier to understand when visual aids are included. For example, if a work must build a piece of furniture from multiple parts, it will often be better understood in a visual format. It is particularly useful for tasks that are difficult to explain with words alone. Another example may be showing works a picture of a completed task.

Kanban is the Japanese word for “Signal Card.” In previous decades, manufacturing workers would fill out a signal card when a part was running low. The signal card would be sent to a team or employee whose job was to order more of that part. Today, this process is mostly computerized. The idea of Kanban is to buy more parts only when needed.
The goal of Kanban? The primary goal of Kanban is to reduce waste. If parts are only bought when needed, you are less likely to waste time, money, or space ordering unnecessary parts. However, if parts are bought automatically, without knowing if they are needed, it can cut into a company’s profits.
The strategy creates more efficient processes because the strategy is implemented based on consumer demand. If there is a lot of demand for a product only then should you order more. If there isn’t sufficient demand, companies can prevent unnecessary orders.
Source: fourquadrant.com
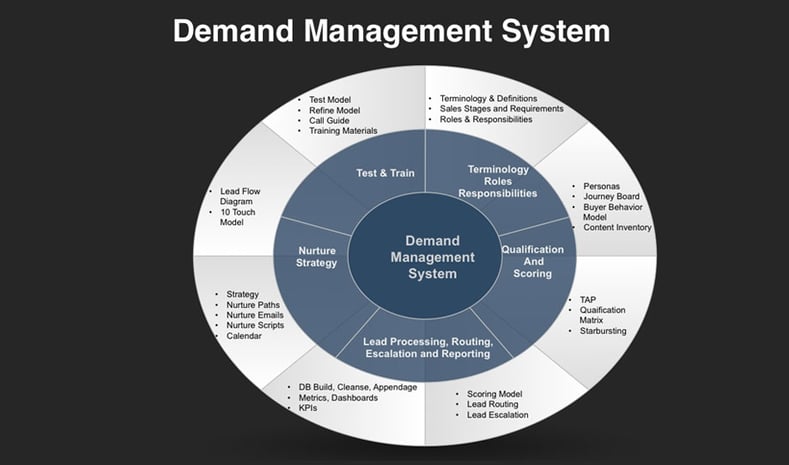
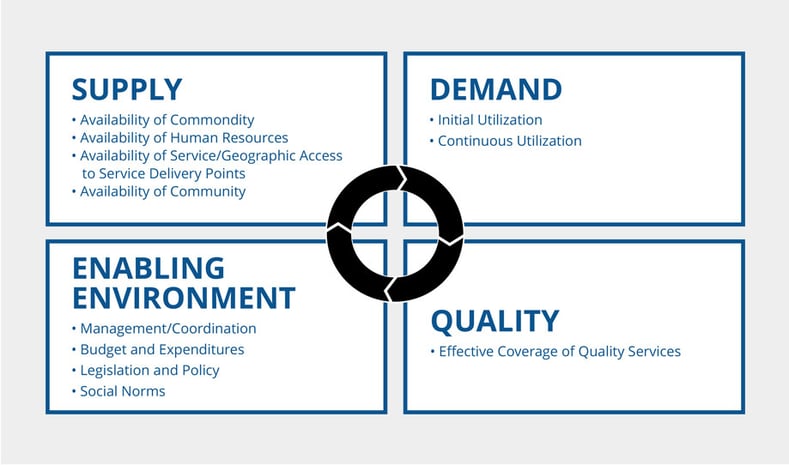
Demand Management is a lean tool used to identify all demand coming from an external environment, manage it, and input it into a supply chain within a company.
Demand Management has three primary goals:
How is Demand Management implemented? The main element of implementing Demand Management is creating a more transparent supply chain. Companies must ensure transparency from all suppliers working with a company, from the largest to the smallest. By ensuring that every player in the supply chain is transparent, you can begin to create a more efficient supply chain.
Next, companies must determine, which inventory is unnecessary and can be reduced. Having too much inventory is expensive and difficult to maintain. Ultimately, this technique gets products out to consumers more efficiently.
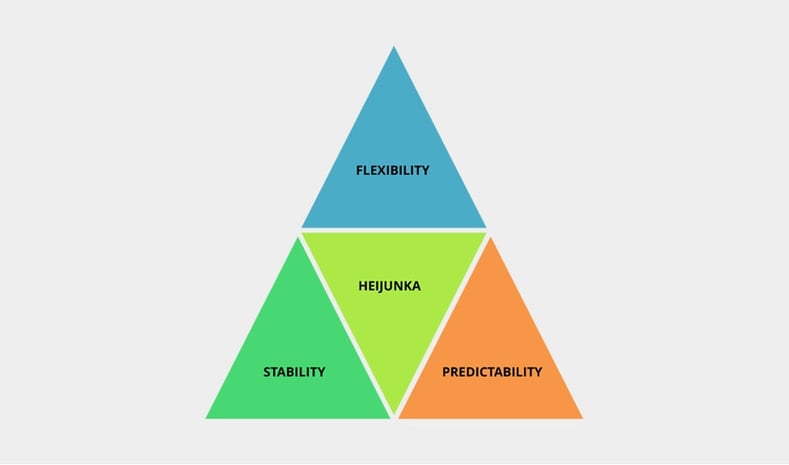
Heijunka is the Japanese word for “leveling.” Heijunka is meant to level the type and quantity of production, while reducing batching. Ford Motor was once known for manufacturing cars in batches. Toyota used Heijunka to minimize batching and create a more efficient manufacturing process.
What is the goal of Heijunka? To reduce inventories, capital costs, manpower, and production time to a minimum.
When is Heijunka implemented? According to many lean experts, Heijunka is best implemented after a company has already implemented more basic lean principles?
What’s a good example of Heijunka? Say a hat manufacturer receives 500 orders for hats every week. 100 on Monday, 50 on Tuesday, 50 on Wednesday, and 300 on Thursday. Instead of manufacturing 500 hats at the beginning of the week or the exact amount needed each day, the company would produce exactly 100 hats per-day. By producing the same amount every day, the factory can optimize the manufacturing process for 100 hats and therefore create a more efficient process.
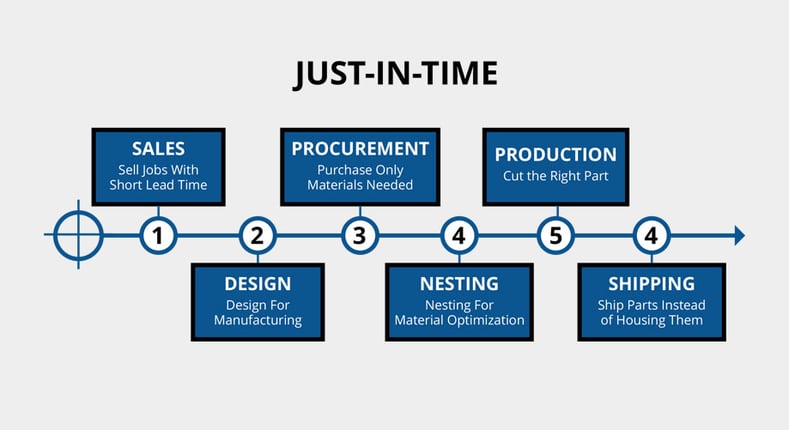
As you could probably guess, Just in Time is a lean tool that calls for the production of what a customer wants, when they want it, in the quantity they want it, and where they want it. Instead of creating a large stock of a product that sits in warehouses, you only create as much of an item as a customer actually wants. This reduces unnecessary inventory and ensures that companies only spend on stock that will be paid for.
Just in Time was invented by Toyota during WWII. The tool was invented at a time when producing extra stock was simply too expensive and not possible. Companies could only afford to produce what a customer actually wanted.
The idea for Just in Time came from a visit to US supermarkets by Toyota managers. They noticed that shelves were only filled when a product ran out, not before that.

What is the goal of Takt Time? The goal of Takt is to deliver the right product to the right customer at the right time, all with minimal waste. It ensures that products are manufactured in the most efficient way, while meeting consumer demand.
Another goal of Takt Time is to create a solid flow of operations within a supply chain. Measuring Takt Time will allow managers to determine capacity and synchronization issues within a supply chain and then find proper solutions.
Example of Takt Time? Here is an example:
Total Time: 8 Hrs X 60 Min = 480 Min
Breaks: 50 Min
Time Available : 430 Min
Customer Demand in 8 Hrs: 100 Pieces
Takt Time: 430 / 100 = 4.3 Min = 258 Sec
When should Bottleneck Analysis be implemented? When managers or operators suspect that the manufacturing process is taking too long. At this point, managers will try to determine exactly where the bottleneck is occurring.

How is it used? In manufacturing, Andon lights are generally used in assembly lines. Different colored lights are used to signal different problems and actions required. Operators may turn on an Andon in order to signal that there is a problem in an assembly line. In an office setting, a red colored light (Andon) may signal that a fax machine or printer is broken.
In cars, warning lights on a car’s dashboard would be examples of Andons. Andons work best when they are highly visible and easy to understand. They must go hand in hand with an action. So, for example, an Andon warning light on a car that signals low gas, would indicate a clear action: fill up the tank with more gas.
Source: agileleanhouse.com
What is Gemba?
In Japanese, Gemba means “the real place.” In business, refers to an area where there is value created. In manufacturing, it refers to the factory floor. It can also be a construction site, sales floor, etc. The idea of Gemba in lean manufacturing is that management must go to factory floor to search and fix visible problems. Manufacturing problems, Gemba argues, cannot be solved from an office. They require an actual physical presence by problem solvers on the manufacturing floor.Gemba is a step by step process:
Gemba Walks refer staff taking the time to walk through the factory, examine what is going on, and determine if there are any issues. In the lean management philosophy, staff are expected to do Gemba Walks at least once a week.
14) Hoshin Kanri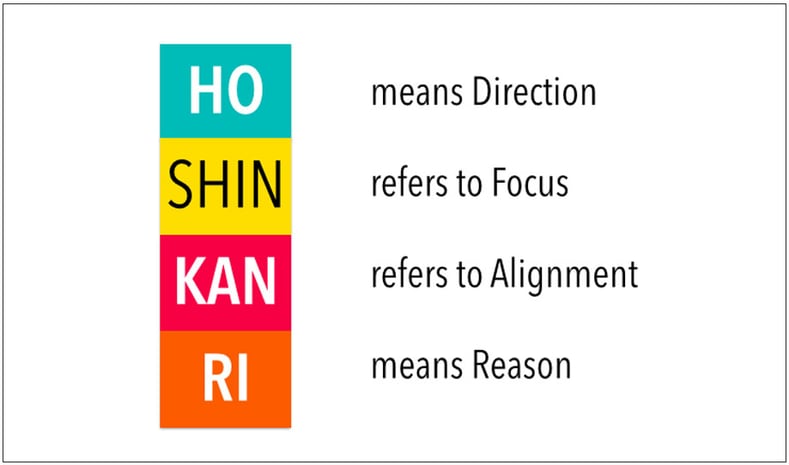 Source: media.licdn.com
Source: media.licdn.com
What is Hoshin Kanri?
Hoshin Kanri is a seven-step planning process that involves a systematic method to meet strategic planning goals and manage progress towards those goals.What is the goal of Hoshin Kanri? The goal of Hoshin Kanri is to determine your strategic objectives and then align them with specific resources and action plans to meet those objectives.
The 7-steps of Hoshin Kanri:
Source: wikihow.com
OEE is a system used to measure manufacturing productivity. It measures the percentage of time that a manufacturer is truly productive. So, a 100% would mean that a manufacturer is productive 100% of the time. OEE includes measurement of quality, performance, and availability.
By measuring productivity in terms of time, manufacturers can gain insight into how to improve overall manufacturing performance. The system helps to identify waste, track progress, and improve manufacturing equipment efficiency.
What do quality, performance, and availability really mean?

Cellular Manufacturing is the process of producing similar products in one cell. The product, in Cellular Manufacturing, moves through the production process in a single unit without interruptions. In Cellular Manufacturing, similar products can be produced on the same assembly line.
The benefits of Cellular Manufacturing include:
Example of Cellular Manufacturing? A metallic case arrives in a factory and needs to be assembled. Assembly requires a variety of different steps. The goal of Cellular Manufacturing is for all the steps to occur in one area, in a single cell. This reduces the time it takes to transport the parts during the production process.
Source: mktgcdn.leankit.com
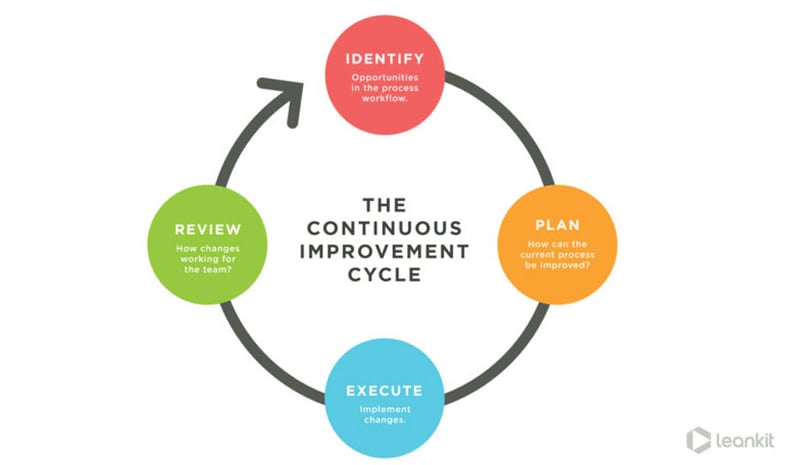
Continuous Improvement is a methodology within lean manufacturing that advocates following formal practices to improve efficiency over time.
The benefits of Continuous Improvement include:
How is Continuous Improvement implemented? Continuous Improvement is implemented in four steps:
Source: nevilleclarke.com
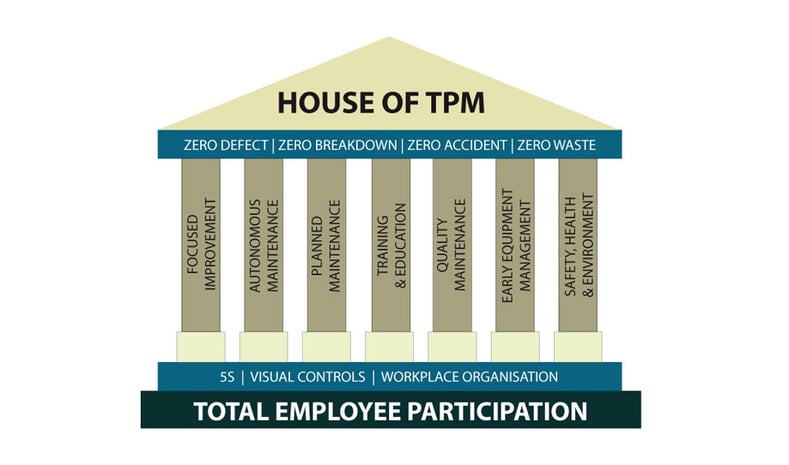
Total Productive Maintenance is a lean tool used to prevent machine downtime within the production process. The goal is to limit downtime as much as possible to increase production efficiency
Total Productive Maintenance includes three main components:
Source: smartsheet.com
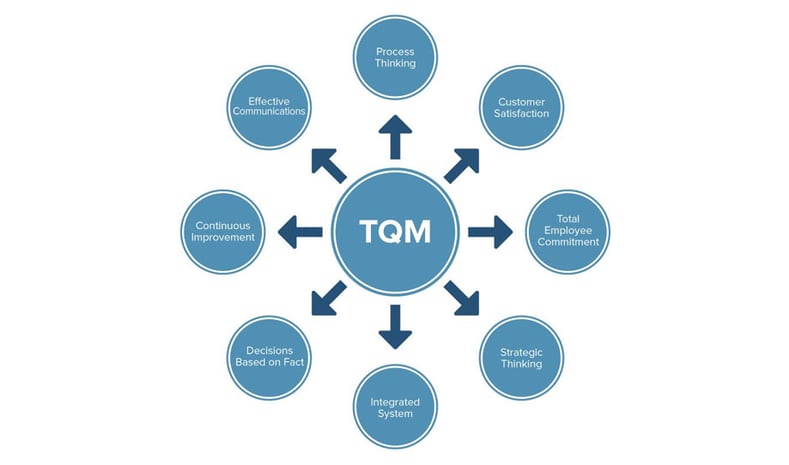
Total Quality Management is an organizational effort to improve the quality of a manufactured product. The goal is to increase the quality of every single step in an organizational workflow.
What are the origins of Total Quality Management? Total Quality Management was first implemented in 1923 by Walter Shewhard while he was working at Bell Telephone Laboratories. It was later used by Japanese Manufacturers and implemented on a mass scale in the 1980s.
There are a few main principles of Total Quality Management:
Source: apollorootcause.com
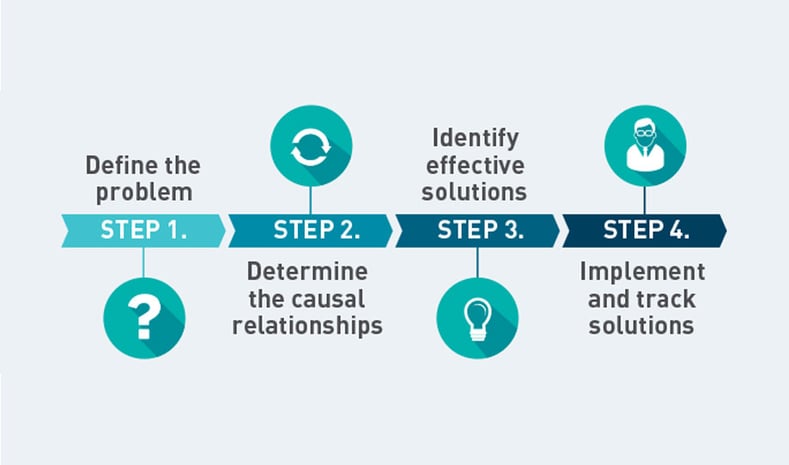
Root Cause Analysis is a lean problem-solving method that aims to get to the root of a problem. The philosophy of RCA is predicated on the idea that it’s best to treat the root cause of a problem, not the obvious symptoms. By treating the root cause, manufacturers can eliminate larger problems down the road. Still, Root Cause Analysis will generally not fix problems in one try and is generally an iterative process.
The main principles of Root Cause Analysis include:
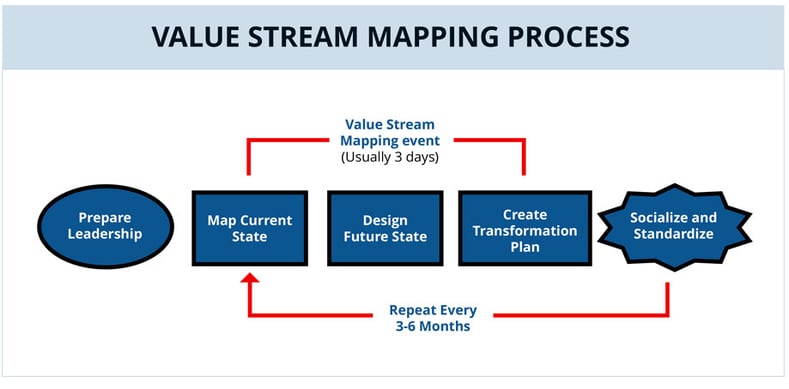
Value Stream Mapping is a lean tool that uses a flow diagram to depict every step of a process.
Value Stream Mapping serves three main purposes:
What is Value Stream Mapping applicable to? Value Stream Mapping can be applicable in almost any industry, but it is primarily used for logistics, supply chain, product development, and administrative processes.
What data should be collected to create a Value Stream Mapping? Some data points to collect for Value Stream Mapping include:
22) Continuous Flow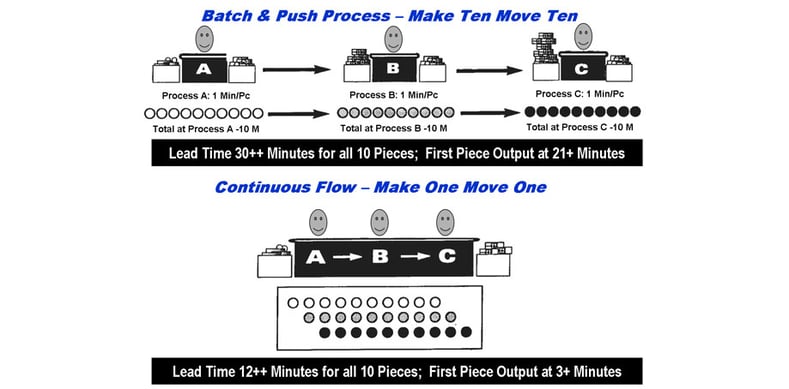
Source: agilelea.com
Continuous Flow is the opposite of batch production and is closely associated with Kanban and Just-in-Time. The goal of Continuous Flow is to use ongoing examination and improvement to integrate all elements of production. By aiming for a Continuous Flow production process, waste and other problems come to the surface and can then be solved. Ultimately, many lean principles and tools center around creating a Continuous Flow production process.
The Continuous Flow process generally involves a factory running 24/7 without interruption and with little waste. Areas like oil refining, metal smelting, and natural gas processing are ideal for the Continuous Flow process.
The benefits of Continuous Flow include:
Source: exegens.com
A Lean Audit is a tool used to determine how well lean manufacturing principles are working in a factory or company.
A Lean Audit generally has 5 steps:

Changeover is the amount of time it takes to change a piece of equipment between the production of one item to the next. In Lean, the goal is to ensure a Quick Changeover.
An example of Quick Changeover?
A pit crew at a car race is a great example of a Quick Changeover. The quicker a crew can a changeover, the better chance a racer has of winning. A slow changeover will often result in losing a race.
The main benefits of Quick Changeover are:

Right First Time is a lean philosophy that stresses getting processes right the first time, every time. The concept involves planning and a deep understanding of manufacturing processes.
Right First Time has 3 primary steps:
 Source: blog.triaster.co.uk
Source: blog.triaster.co.ukIn lean manufacturing, 7 Wastes refers to seven typical places manufacturers have waste. Using the 7 Wastes tool, manufacturers can determine where they have waste and can improve their processes in each area. The method was invented by Toyota and is an integral part of the Toyota production system.
The 7 Wastes are as follows:

Source: e-qms.co.uk
Six Big Losses refers to the six most common reasons for ineffective production. TPM and OEE are generally used to eliminate the Six Big Losses.

SMART Goal is a method to set goals productively. To effectively use lean manufacturing methods, management must set proper goals to strive for. Ideally, those goals should be clearly defined and communicated.
What does SMART stand for? For a goal to be achieved it should be:

KPI is an acronym for Key Performance Metric and it refers to metrics used to assess and analyze manufacturing efficiency. KPIs are essentially metrics set by management to measure the success of lean manufacturing goals.
Some common manufacturing KPIs include:

The 5S Method refers to five Japanese and English terms that begin with an “S” and provide a workplace organization method.
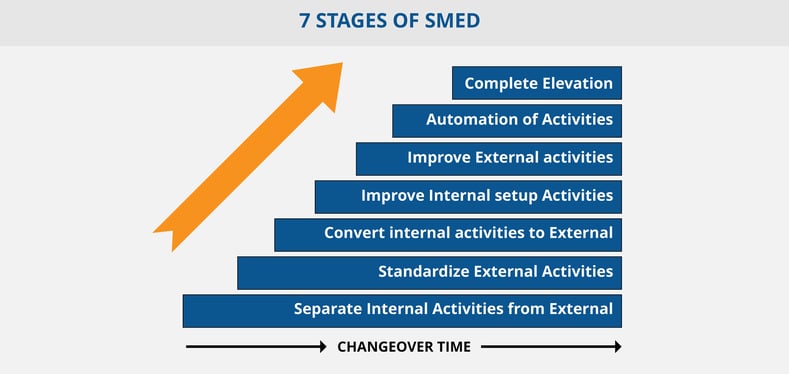
SMED stands for Single-Minute Exchange or Die. The goal of SMED is to get all changeovers and startups down to 10 minutes. Each step should be one minute or less. By reducing setup time, factories can greatly improve efficiency. SMED as invented by Frederick Taylor in 1911 and was later used by Ford Motors in 1915.
What are the steps to implement SMED? The steps to perform SMED are as follows:
Source: sixsigmaconcept.com
A3 Problem Solving is a problem solving method that uses a structured, continued growth methodology to improve manufacturing practices. The method was invented by Toyota and is based on the work of Edward Deming.
A3 Problem Solving has 7 steps:
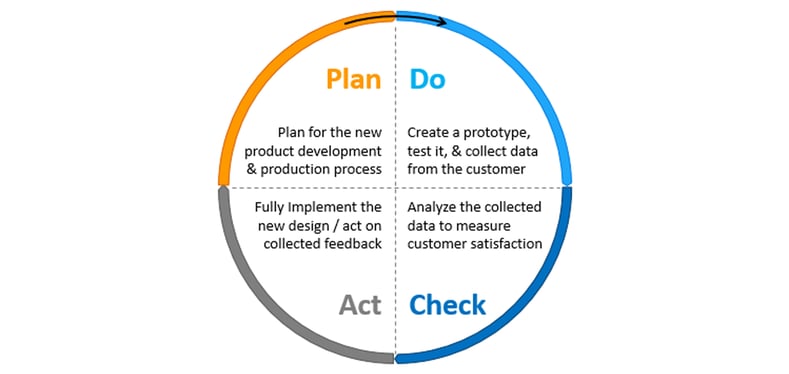
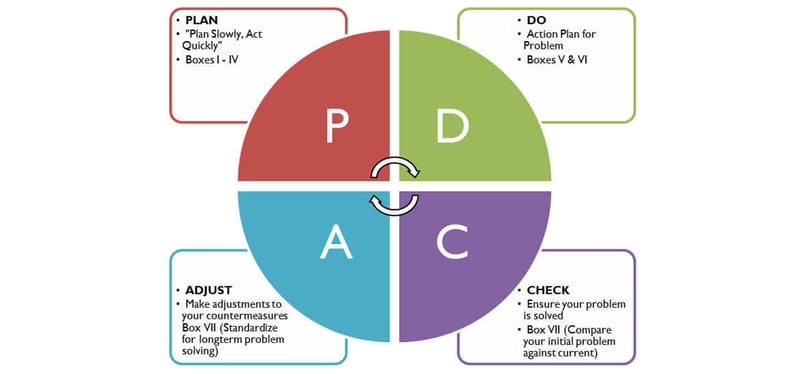
PDCA stands for Plan-Do-Check-Act and is a four-step method for creating and carrying out change. The PDCA method is a cycle and is repeated over and over again in order to drive continuous improvement.
PDCA is primarily used when:
PDCA steps include:
Source: truenorththinking.ca
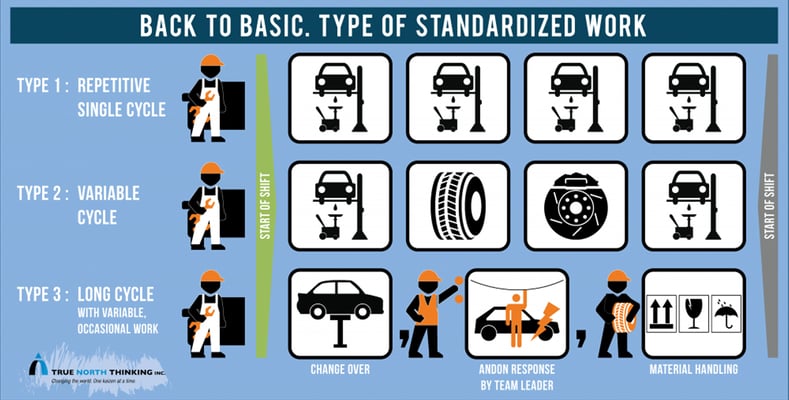
Standardized Work is a tool used to document current best practices, improve the standard, and ensure that the new standard becomes a baseline for improvement.
Standardized Work improves 3 important aspects of the manufacturing process:
What are the benefits of Standardized Work? The main benefits of Standardized Work include:
Source: qualityaretegroup.com
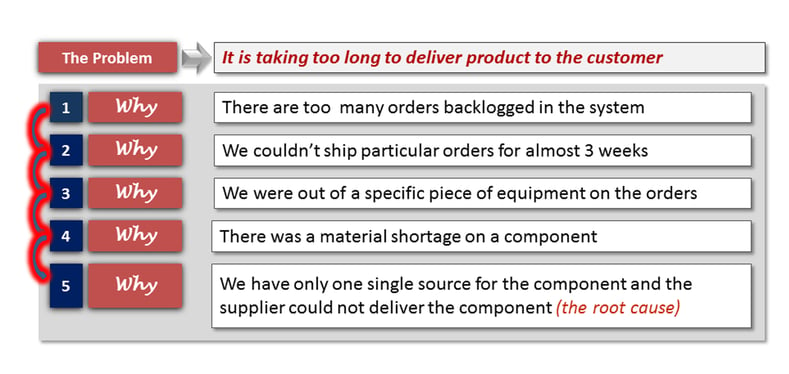
5 Whys is a lean method used to determine the root cause of a problem. Managers repeat the question “Why?” and each answer forms a basis for the next question. This process continues until a conclusion is reached. The 5 Whys technique was developed by Sakichi Toyoda and has been used by Toyota to improve its manufacturing processes. The 5 Whys technique generally requires persistence and determination for it to work effectively.
In order to properly perform 5 Whys, managers should follow a variety of rules: